We specialise in creating customised, high-quality packaging designed to meet the specific needs of your industry. From vacuum packaging and thermoforming film to recyclable and biodegradable material options, our range ensures protection, shelf life, and shelf appeal in equal measure.
Our vacuum packaging range is engineered to preserve freshness, lock in flavour, and protect the integrity of your products.
Whether you’re packaging block cheese, fresh meats, dried goods, or pharmaceuticals, our advanced barrier films offer superior strength, clarity, and durability.
Our shrink wrap packaging is suitable for food industry and non-food industry products. We offer a wide range of shrink-wrap films for the food and non-food industry.
Our speciality film is economical and gives our customers strong protective solutions for the packaging of their products.
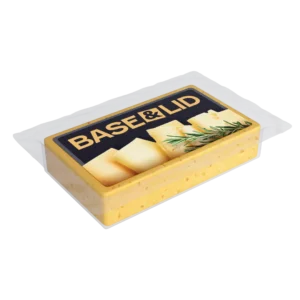
Our thermoforming film range is built for performance, clarity, and precision in set barrier areas. Manufactured using 7-layer co-extrusion and solventless lamination, these speciality barrier films (available in medium and high barrier formats) are ideal for deep draw and lidding applications.
From dairy and poultry to fresh meats, seafood, fruit and vegetables, dried fruit and nuts, and ready meals, our films are engineered to deliver strong sealability, extended shelf life, and excellent visual appeal across a wide range of food packaging applications.
Sustainability meets performance in our biodegradable film range. Designed to minimise environmental impact, our innovative films use bio-engineered additives that enable complete bio-transformation, returning safely to nature without harmful residues.



Engineered for high-performance applications, our lamination films deliver excellent structural integrity, barrier protection, and visual appeal. We offer 7-layer co-extruded films for adhesive and thermal lamination, available in both barrier and non-barrier formats. These films can be laminated with PET, BOPP, METPET, METBOPP, or aluminium foil and are suitable for a wide range of converting and food-processing equipment.
Customised with various sealing layers and anti-fog properties, our lamination films are designed to maximise packaging performance, extend shelf life, and ensure compatibility with FFS (form, fill and seal) applications or conversion into pouches. Whether you’re laminating rollstock or producing stand-up packs, our solutions are built for versatility, clarity, and efficiency.
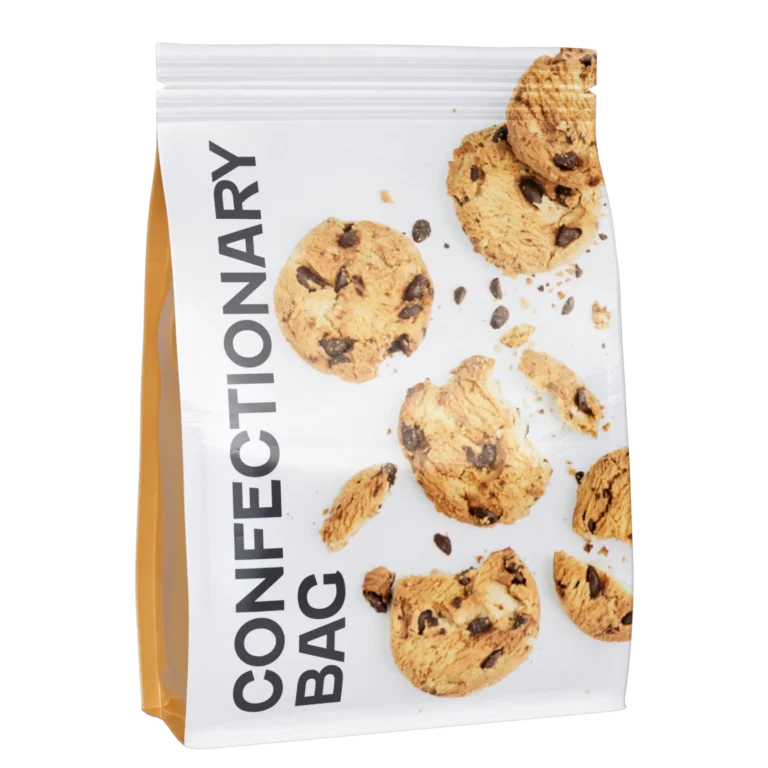
Laminated pouches that combine structure, shelf life, and shelf appeal. We produce laminated pouches in a variety of formats, offering excellent barrier performance and customisation for a wide range of food and non-food products.
With options for high-end finishes and up to 10-colour printing, these pouches are designed to meet modern market demands.

BOPP (biaxially oriented polypropylene) commonly used in packaging and labeling applications is known for its clarity, strength, moisture resistance, and printability. It is often used for labels, wraps, bags, and other flexible packaging solutions.
Enhance your brand’s visual appeal with our state-of-the-art flexographic printing solutions. Offering up to 10 colours, we ensure accurate, striking designs that effectively communicate your brand identity and attract consumer attention.
Our vacuum packaging range is engineered to preserve freshness, lock in flavour, and protect the integrity of your products.
Whether you’re packaging block cheese, fresh meats, dried goods, or pharmaceuticals, our advanced barrier films offer superior strength, clarity, and durability.
Our shrink wrap packaging is suitable for food industry and non-food industry products. We offer a wide range of shrink-wrap films for the food and non-food industry.
Our speciality film is economical and gives our customers strong protective solutions for the packaging of their products.
Our thermoforming film range is built for performance, clarity, and precision in set barrier areas. Manufactured using 7-layer co-extrusion and solventless lamination, these speciality barrier films (available in medium and high barrier formats) are ideal for deep draw and lidding applications.
From dairy and poultry to fresh meats, seafood, fruit and vegetables, dried fruit and nuts, and ready meals, our films are engineered to deliver strong sealability, extended shelf life, and excellent visual appeal across a wide range of food packaging applications.
Sustainability meets performance in our biodegradable film range. Designed to minimise environmental impact, our innovative films use bio-engineered additives that enable complete bio-transformation, returning safely to nature without harmful residues.
Engineered for high-performance applications, our lamination films deliver excellent structural integrity, barrier protection, and visual appeal. We offer 7-layer co-extruded films for adhesive and thermal lamination, available in both barrier and non-barrier formats. These films can be laminated with PET, BOPP, METPET, METBOPP, or aluminium foil and are suitable for a wide range of converting and food-processing equipment.
Customised with various sealing layers and anti-fog properties, our lamination films are designed to maximise packaging performance, extend shelf life, and ensure compatibility with FFS (form, fill and seal) applications or conversion into pouches. Whether you’re laminating rollstock or producing stand-up packs, our solutions are built for versatility, clarity, and efficiency.
Laminated pouches that combine structure, shelf life, and shelf appeal. We produce laminated pouches in a variety of formats, offering excellent barrier performance and customisation for a wide range of food and non-food products.
With options for high-end finishes and up to 10-colour printing, these pouches are designed to meet modern market demands.
BOPP (biaxially oriented polypropylene) commonly used in packaging and labeling applications is known for its clarity, strength, moisture resistance, and printability. It is often used for labels, wraps, bags, and other flexible packaging solutions.
Enhance your brand’s visual appeal with our state-of-the-art flexographic printing solutions. Offering up to 10 colours, we ensure accurate, striking designs that effectively communicate your brand identity and attract consumer attention.
Our vacuum packaging range is engineered to preserve freshness, lock in flavour, and protect the integrity of your products.
Whether you’re packaging block cheese, fresh meats, dried goods, or pharmaceuticals, our advanced barrier films offer superior strength, clarity, and durability.
Our shrink wrap packaging is suitable for food industry and non-food industry products. We offer a wide range of shrink-wrap films for the food and non-food industry.
Our speciality film is economical and gives our customers strong protective solutions for the packaging of their products.
Our thermoforming film range is built for performance, clarity, and precision in set barrier areas. Manufactured using 7-layer co-extrusion and solventless lamination, these speciality barrier films (available in medium and high barrier formats) are ideal for deep draw and lidding applications.
From dairy and poultry to fresh meats, seafood, fruit and vegetables, dried fruit and nuts, and ready meals, our films are engineered to deliver strong sealability, extended shelf life, and excellent visual appeal across a wide range of food packaging applications.


Sustainability meets performance in our biodegradable film range. Designed to minimise environmental impact, our innovative films use bio-engineered additives that enable complete bio-transformation, returning safely to nature without harmful residues.
Engineered for high-performance applications, our lamination films deliver excellent structural integrity, barrier protection, and visual appeal. We offer 7-layer co-extruded films for adhesive and thermal lamination, available in both barrier and non-barrier formats. These films can be laminated with PET, BOPP, METPET, METBOPP, or aluminium foil and are suitable for a wide range of converting and food-processing equipment.
Customised with various sealing layers and anti-fog properties, our lamination films are designed to maximise packaging performance, extend shelf life, and ensure compatibility with FFS (form, fill and seal) applications or conversion into pouches. Whether you’re laminating rollstock or producing stand-up packs, our solutions are built for versatility, clarity, and efficiency.
Laminated pouches that combine structure, shelf life, and shelf appeal. We produce laminated pouches in a variety of formats, offering excellent barrier performance and customisation for a wide range of food and non-food products.
With options for high-end finishes and up to 10-colour printing, these pouches are designed to meet modern market demands.
BOPP (biaxially oriented polypropylene) commonly used in packaging and labeling applications is known for its clarity, strength, moisture resistance, and printability. It is often used for labels, wraps, bags, and other flexible packaging solutions.
Enhance your brand’s visual appeal with our state-of-the-art flexographic printing solutions. Offering up to 10 colours, we ensure accurate, striking designs that effectively communicate your brand identity and attract consumer attention.





